

ExOne Global Holdings unifies ExOne and voxeljet
With this integration, the founders and pioneers of sand 3D printing are reunited. Sharing common roots, both companies now move forward together — improving product portfolio, strengthening global printing services and deepening aftermarket support.
Learn more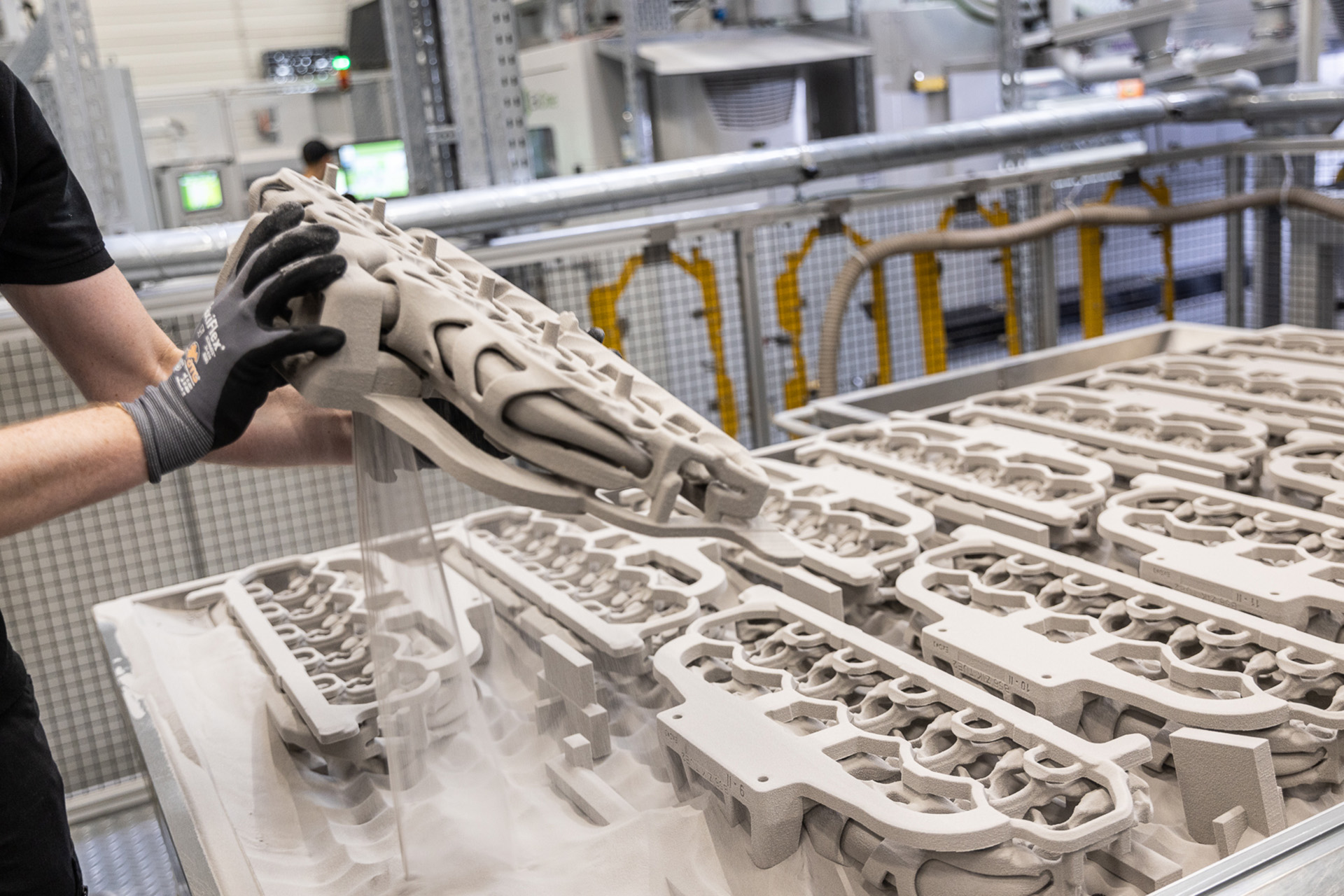
Inside the Pioneering Additive Manufacturing Journey of BMW and ExOne
Learn how ExOne’s binder jet 3D printing technology helps BMW make its sustainable manufacturing vision a reality in serial production.
Learn More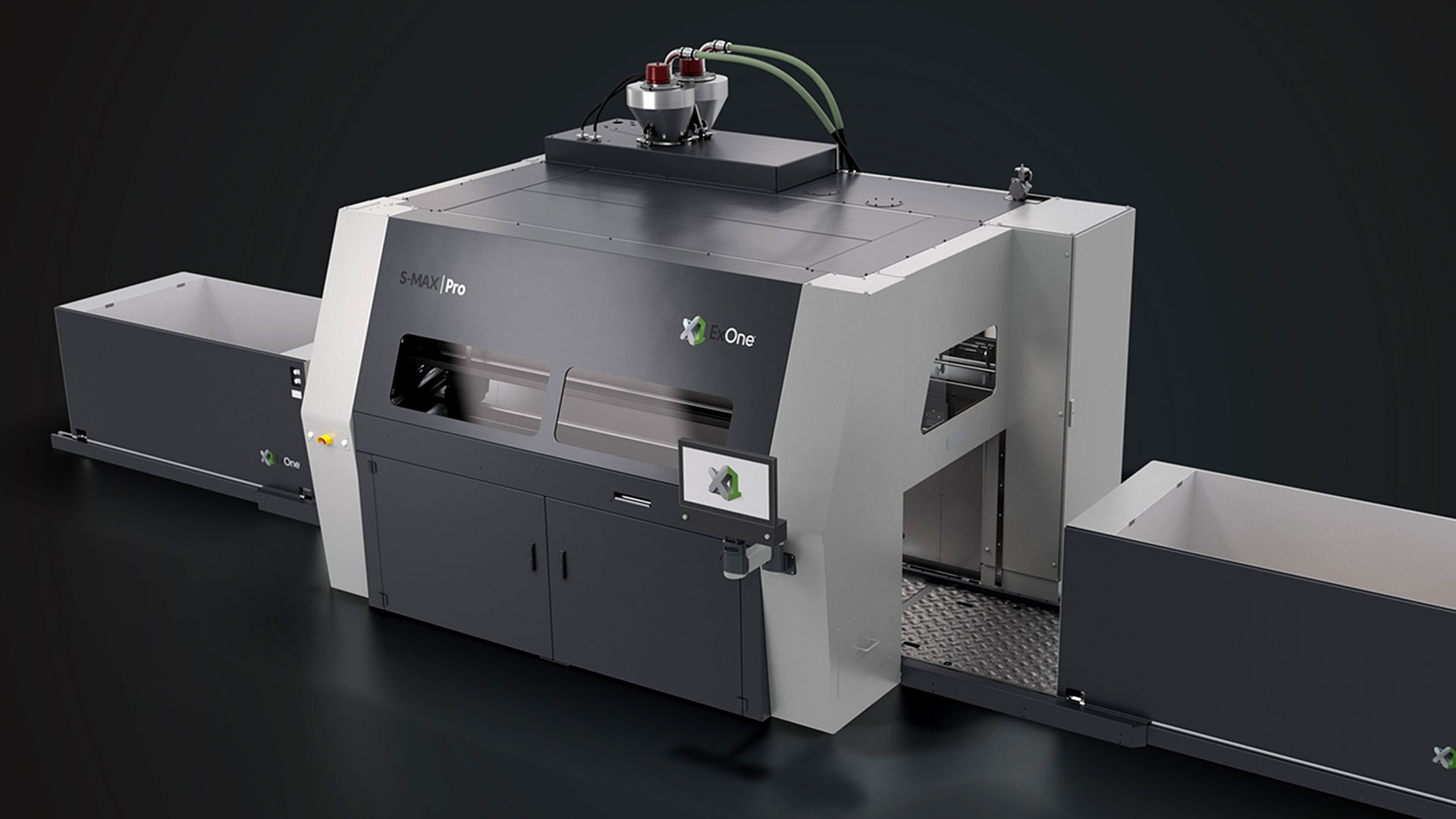
S-Max® Pro Production Sand 3D Printer
The S-Max® Pro delivers an industry-leading combination of speed and precision on a system that can process all ExOne binder systems for reliable production of complex cores and molds. Foundries are able to do more with integrated automation that enables lights-out manufacturing.
Learn More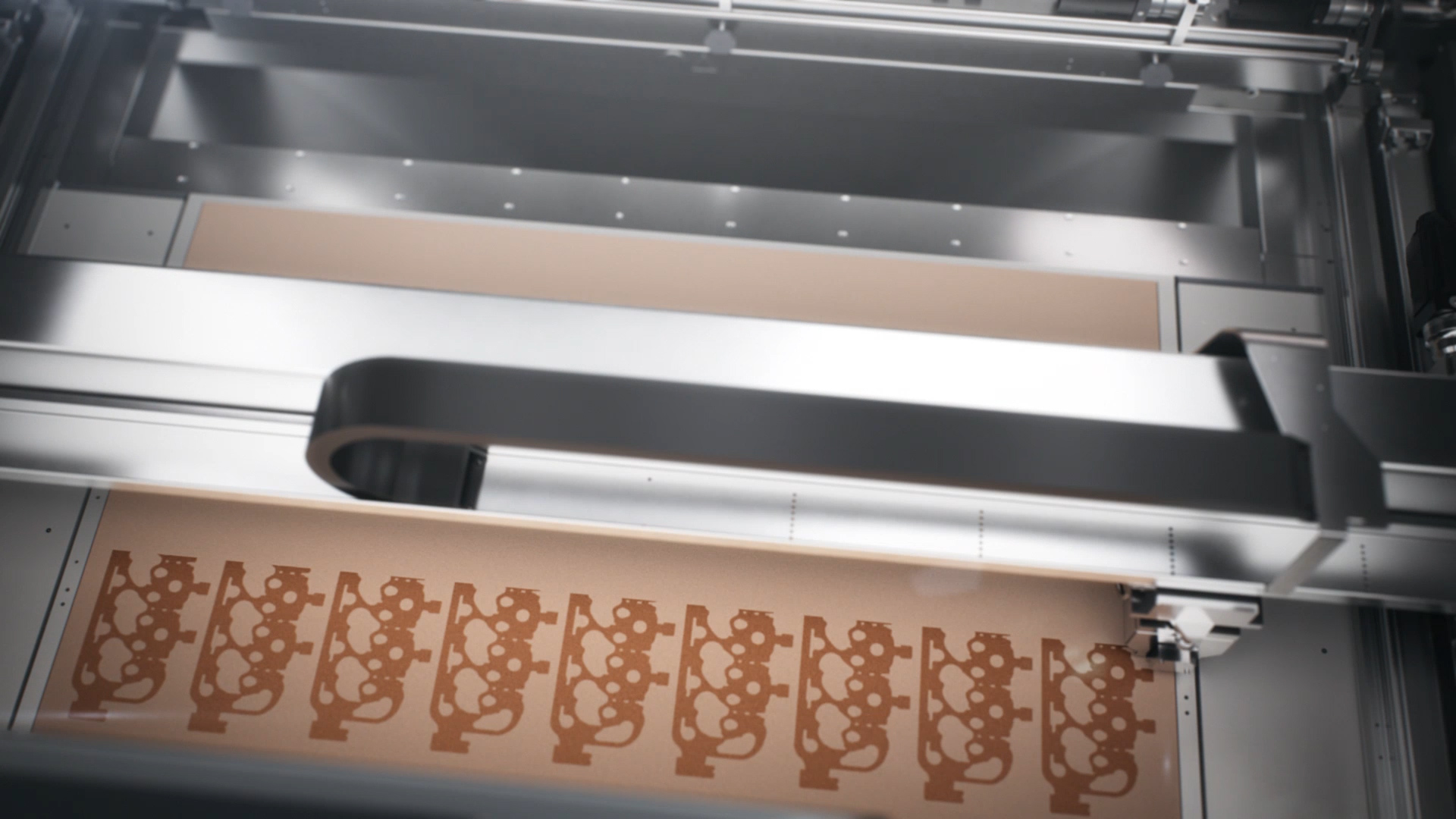
Binder Jet 3D Printing
ExOne industrial binder jet 3D printers enable a digital workflow to deliver complex designs with fast turnarounds for a range of applications from metalcasting molds and cores to rapid tooling.
Binder Jet 101











