



 ™
™







Inside the Pioneering Additive Manufacturing Journey of BMW and ExOne
Learn how ExOne’s binder jet 3D printing technology helps BMW make its sustainable manufacturing vision a reality in serial production.
Learn More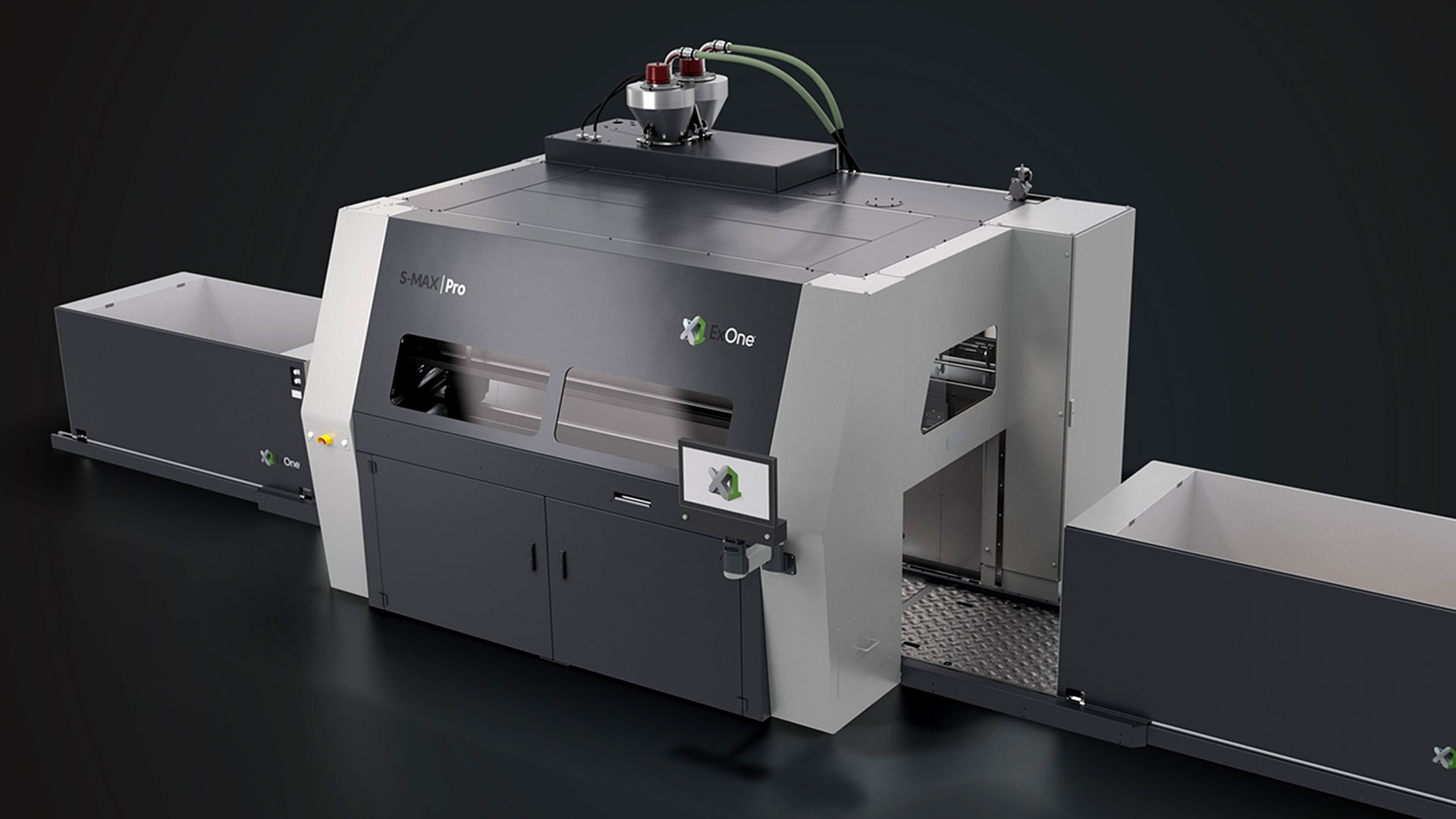
S-Max® Pro Production Sand 3D Printer
The S-Max® Pro delivers an industry-leading combination of speed and precision on a system that can process all ExOne binder systems for reliable production of complex cores and molds. Foundries are able to do more with integrated automation that enables lights-out manufacturing.
Learn More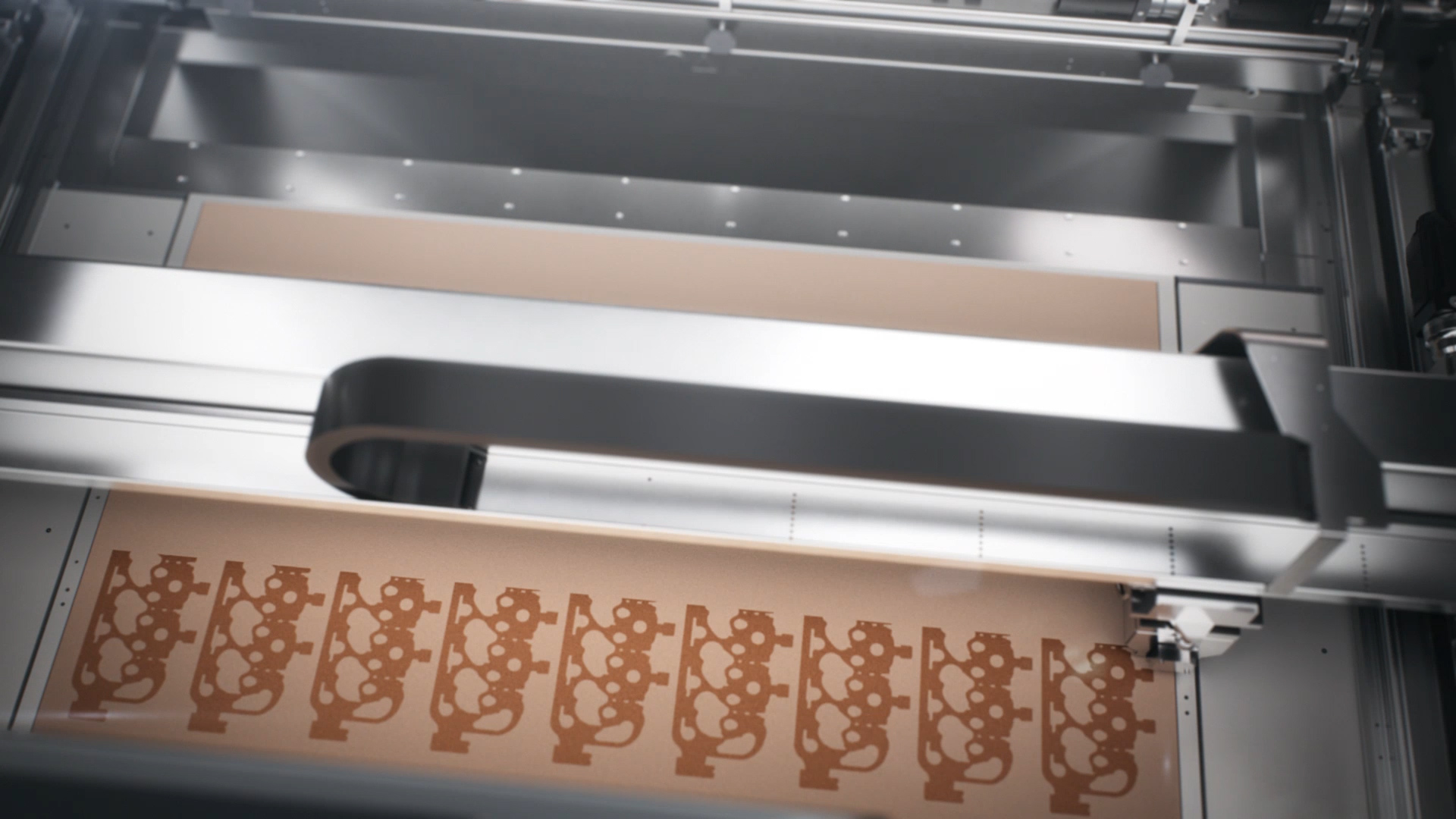
Binder Jet 3D Printing
ExOne industrial binder jet 3D printers enable a digital workflow to deliver complex designs with fast turnarounds for a range of applications from metalcasting molds and cores to rapid tooling.
Binder Jet 101
Fast, affordable tooling for the final production of metal, plastic, and composite designs
X1 Tooling 3D printed tools for plastic injection molding, thermoforming, composite layup, sacrificial tooling, and metalcasting. Get complex final parts in days versus weeks and months.
Learn More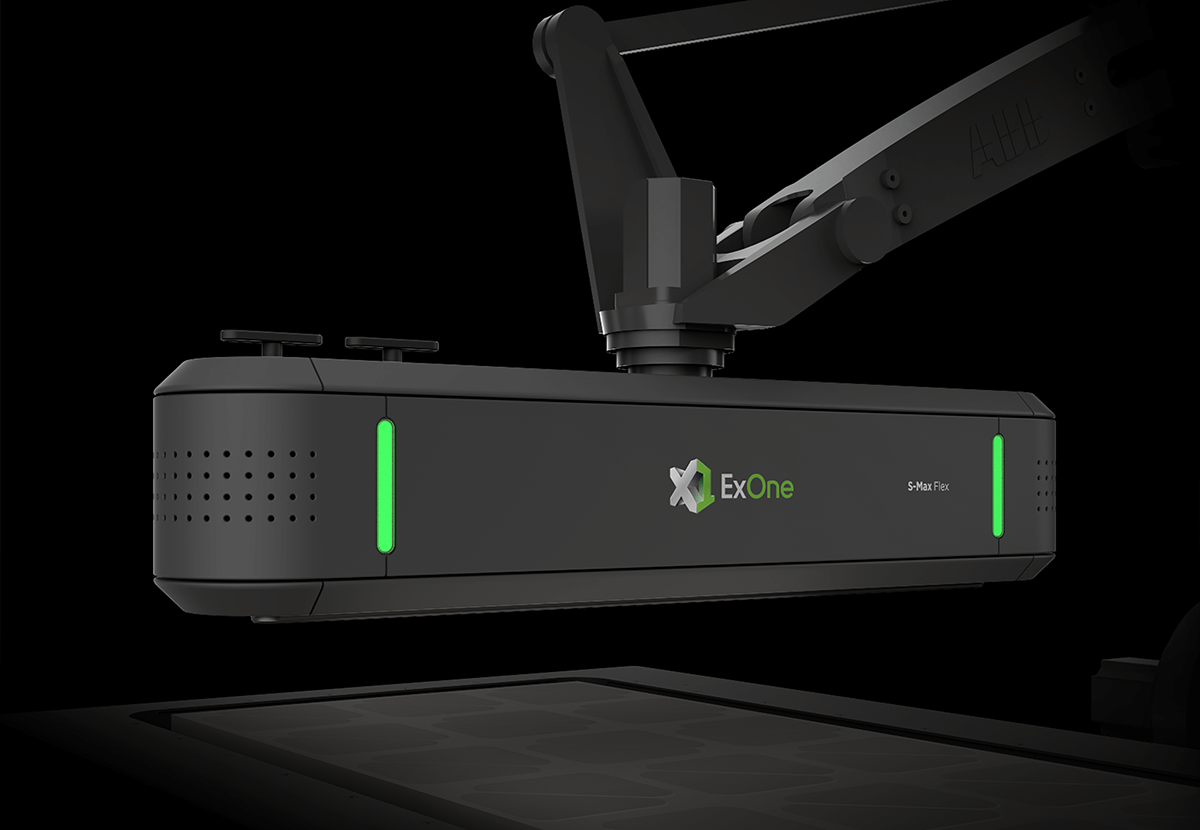
Introducing the S-Max® Flex
The all-new S-Max Flex robotic sand 3D printer debuts April 23 at CastExpo in Columbus, OH. The affordable system was developed to make 3D printing accessible to every foundry, helping metalcasting businesses survive and thrive into the future. Take a peek at the S-Max Flex now and learn how sand 3D printing can help you operate more efficiently
S-Max® Flex System Detail












