



 ™
™






Blog

Embracing the Future Foundry Workforce
3D printing revolutionizes sandcasting and attracts a new generation of workers to the foundry with benefits like creative freedom and environmental responsibility.

Inside the Pioneering AM Journey of BMW and ExOne
Learn how ExOne’s binder jet 3D printing technology helps BMW make its sustainable manufacturing vision a reality in serial production.
On-Demand Webinar: Sand 3D Printing with Binder Jetting Technology
Discover how sand 3D printing with binder jetting technology can transform your casting business. Learn about the business model of digital casting. Exclusive for the Indian market.

Pushing Lightweight Solutions to Market with Digital Casting Technology
Foundries are offering innovative lightweight solutions with digital casting technology

Tip sheet: Why cast metal with 3D printed sand?
From faster delivery times and new design freedoms to labor shortage solutions and overall cost savings, here's our top top ten benefits of 3D printing for sandcasting foundry operations

Turkish Foundries invest in 3D Printing
How three turkish foundries meet the challenge as key roles in international supply chains

Digital Foundries Deliver Critical Replacement Castings, Fast
Sand 3D printing strategies support de-risked supply chains by producing foundry molds and cores direct from digital models that drastically decrease lead times, tooling investment and casting defects

Case Study: K.B. Hanssons
First ExOne sand binder jetting system in Denmark offers on-demand precision sandcasting tooling with reduced delivery times
.jpg)
ON DEMAND: APAC Webinar Series
Learn more about ExOne sand 3D printing technology and the benefits to foundries in this webinar series focused on the challenges of the Asia-Pacific region.

WEBINAR: Sand Binder Jetting - How does it work?
Attendees will learn all about this AM process, from the CAT File all the way through the casting process. You will be able to get insights into different binder types and insights on the day-to-day operation of an S-Max Furan binder jetting system told by 3D printing super-user, Nattinee Valun-araya, Head of Engineering at Speed 3D Mold.

How Sand 3D Printing is Reviving APAC Foundries
Explore the economics of integrating a digital workflow with 3D printing to help get products to market faster, made regionally in this webinar introducing the S-Max Flex robotic sand 3D printer

X1 Expert: Ken Yokoyama
Our regional sand 3D printing experts support foundry adoption around the world and play a global role in pushing groundbreaking binder jetting innovations

Keeping Foundries Flowing
Sand 3D printing helps foundries build resilient supply chains with flexible core and mold production, without the cost of producing or storing traditional tooling

Kimura Foundry Group Purchases 10th Desktop Metal Sand Binder Jet Additive Manufacturing System
Following the purchase of a new S-Max®, Kimura Foundry Group now owns the largest number of ExOne systems globally

ExOne Expert: Aldo Randazzo
Our Lead Manager of Customer Applications has the casting knowledge essential to disrupt traditional foundry operations with new solutions like 3D printing

The Evolution of the Revolution
After disrupting the way foundry molds and cores are made, sand 3D printing is evolving. A research team at Oak Ridge National Laboratory developed a new binder that aids strong washout tooling

ExOne Expert: Thomas Leinauer
Our Head of Production & Purchasing has been key to growing the company for nearly two decades

ExOne's Industrial Binder Jet 3D Printing System Brochure Now Available
The Industrial Binder jet 3D Printing brochure provides an in-depth overview of ExOne and the 3D printing solutions offered for both sand and metal 3D printing.

ExOne Expert: Dawn Ramos
Our Senior Technical Lead has worked on systems from the first metal machines to the newest sand binder jetting installs
ExOne Announces Swiss Startup Neoshapes Has Purchased the First of Several InnoventPro™ Systems to 3D Print Gold
The successful collaboration between Neoshapes and ExOne will bring world-class 3D printing quality, productivity, and economics to the demanding luxury goods and jewelry market.

ExOne Announces Schunk Has Purchased an X1 25Pro® for the Production of Binder Jet 3D Printed Metal Parts as a Service
The X1 25Pro metal printing system will be used in the Schunk Sinter Metals location in Thale, Germany, to provide serial production of sintered metal parts to automotive, aerospace, medical, and other customers.

ExOne Unveils X1 Powder Grip™ to Simplify the Management of MIM Powders in the InnoventPro™
The ExOne Company unveiled the X1 Powder Grip, an ergonomically friendly 2-liter powder container that’s part of an innovative powder management system for the all-new InnoventPro™ metal 3D printer.

ExOne Announces Siemens as Inaugural Customer for All-New InnoventPro™ Entry-Level Metal Binder Jet 3D Printer
The ExOne Company today announced that global manufacturing innovation leader Siemens is the first of several customers to place an advance purchase for the InnoventPro 3L metal 3D printer

The Pressburg Mint of Slovakia has Purchased Two X1 160Pro™ to Produce Silver Investment Coins
The ExOne Company today announced that two of the first five X1 160Pro metal 3D printers sold have been purchased by the Pressburg Mint, Slovakia.

Desktop Metal Completes Acquisition of ExOne, Cementing Its Leadership in Additive Manufacturing for Mass Production
Desktop Metal, Inc. has successfully completed its acquisition of The ExOne Company. The acquisition reinforces Desktop Metal’s leadership in additive manufacturing (AM) for mass production.

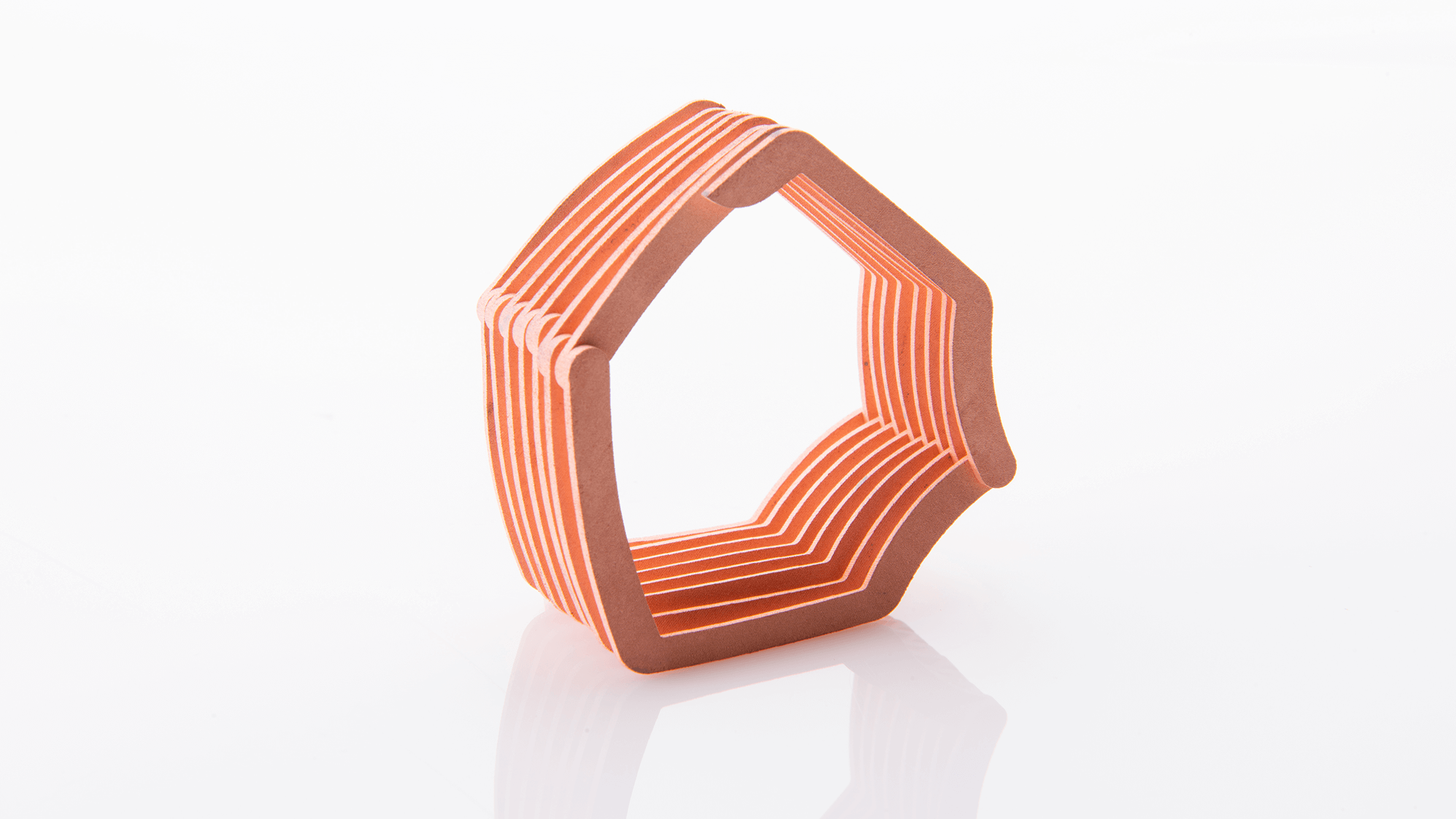
Reinventing Eco-Friendly Architecture and Upcycled Materials with ExOne Binder Jetting
The design research team is shaping the future of building design by remodeling granular materials such as concrete into new forms that show the potential for materials reuse and sustainable designs enabled by ExOne binder jet 3D printing.
WEBINAR: Fast X1 Tooling Solutions to Solve Supply Chain Delays
Learn about the 3D printing industry's broadest portfolio of tooling options for the final production of plastic, composite or metal parts.
WATCH ON DEMAND
Turning Sand into Sound: 3D Printed Speakers
How a small startup in Czechia is challenging the giants of the audio industry with the help of 3D printing

WEBINAR: Fraunhofer IFAM and ExOne - Materials & Applications Innovation Drivers in MBJ
In this 1h webinar, learn all about this AM process, from powders and design for binder jetting all the way through the final sintering process. You will be able to get insights into different material applications and the metal adoption process as well as get a glimpse of where the manufacturing revolution is heading with 3D printed materials.
Register for the Webinar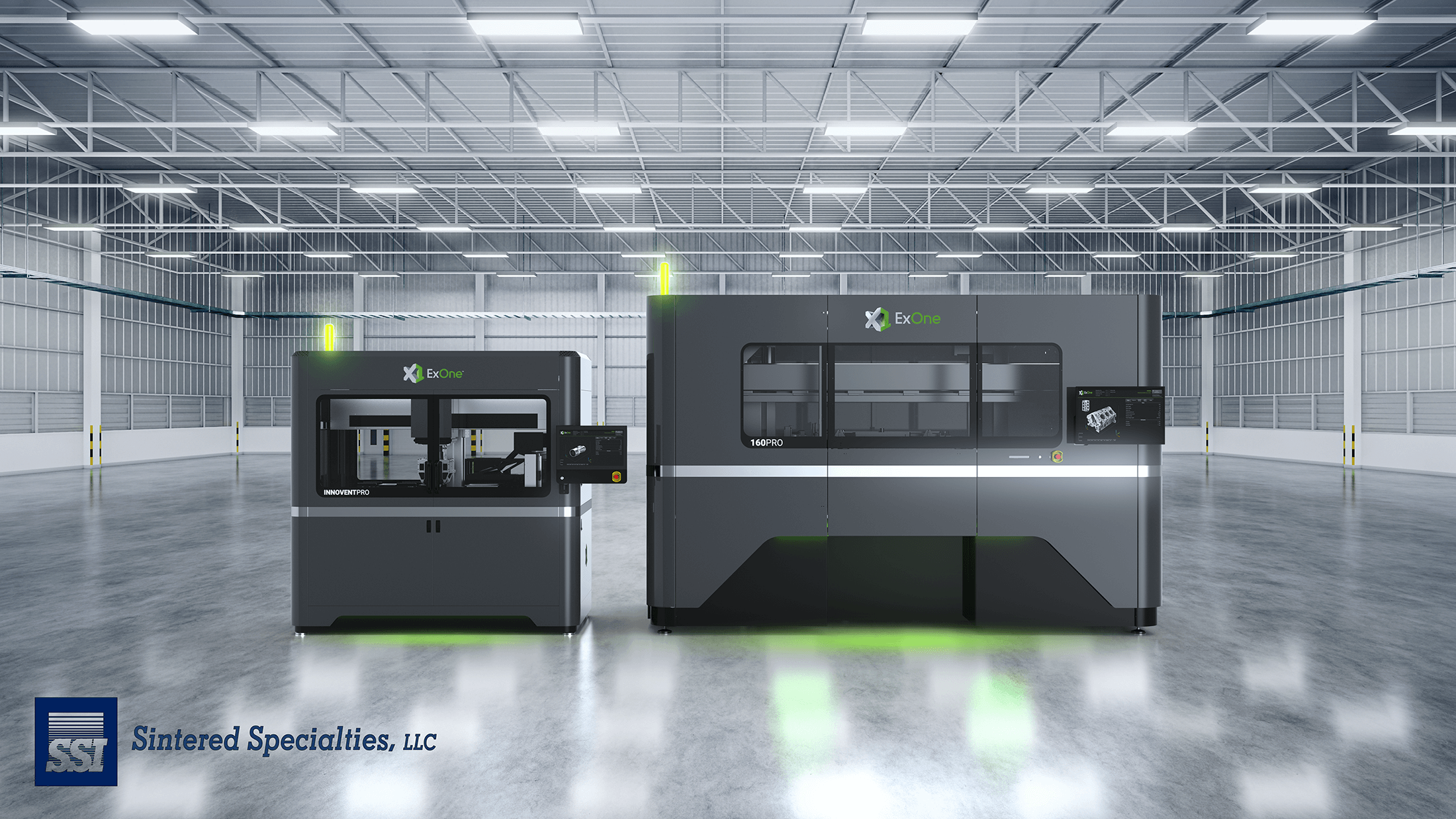
ExOne and SSI Partner to Drive Volume Production with Metal Binder Jetting
International supplier of high-performance metal products for automotive and industrial markets, SSI Sintered Specialties purchases X1 160Pro™ and InnoventPro® 3L metal 3D printers for production and is now partnering with ExOne to advance the technology
READ PRESS RELEASE-comp.png)
ExOne Launches World’s Broadest Portfolio of Industrial- Grade 3D Printed Tooling Solutions
Our Regional Sales Manager sees his role as business development and technical consultation to ensure customers succeed with binder jetting
READ PRESS RELEASE
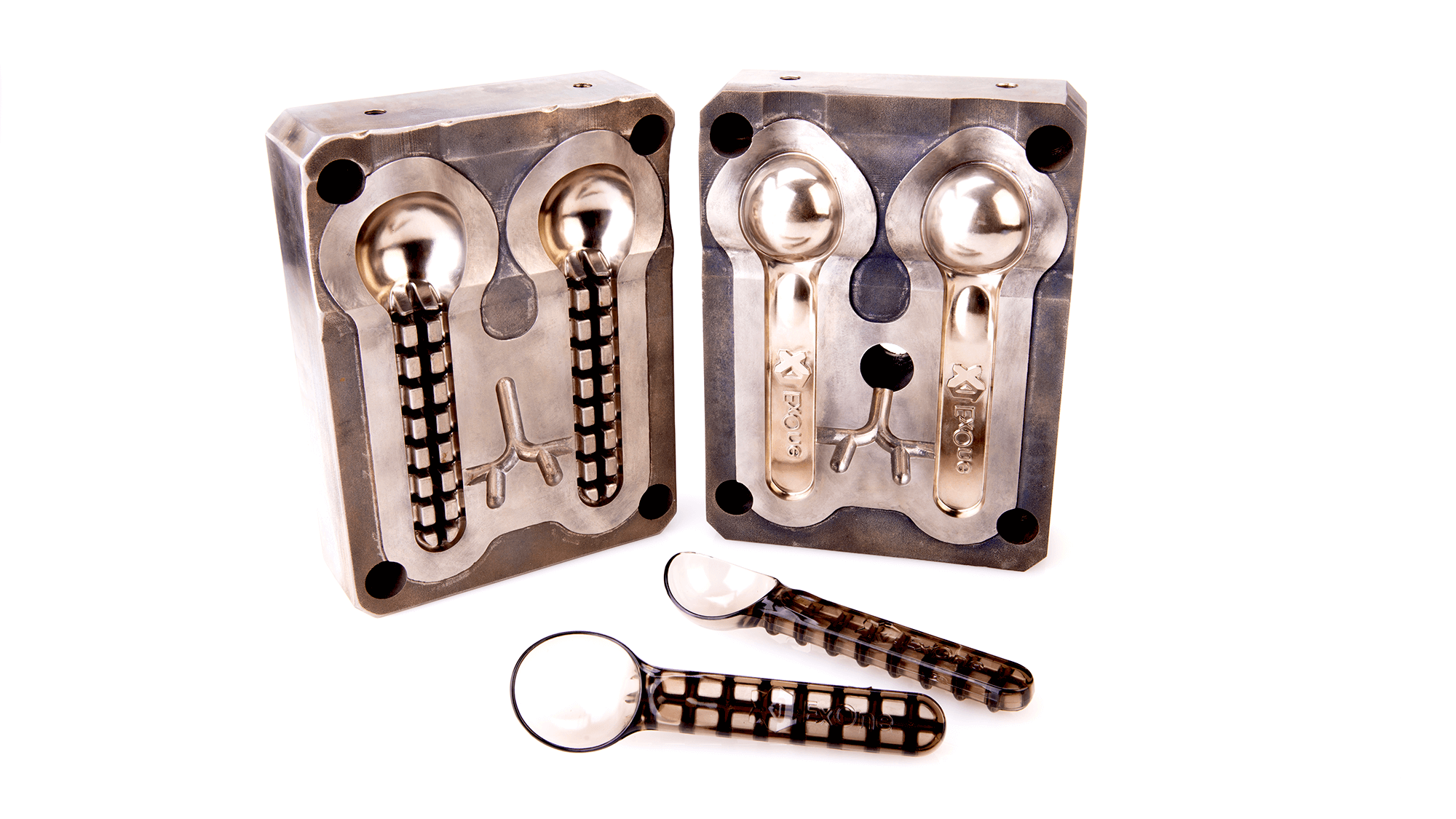
A Must-See Tooling Treat for RAPID and FABTECH Show-Goers
3D printed X1 MetalTool 420i inserts deliver food-safe ice scream scooper in one-third the time and about half the price of standard steel tooling. Scooper available as a giveaway in RAPID Booth E7613.

Celwise AB Uses ExOne 3D Printed Tooling to Transform Wood Fiber into Innovative, Single-Use Plastic Replacement
Our Regional Sales Manager sees his role as business development and technical consultation to ensure customers succeed with binder jetting
READ PRESS RELEASE
ExOne Expert: Oliver Hanitzsch
Our Regional Sales Manager sees his role as business development and technical consultation to ensure customers succeed with binder jetting

ExOne and Fraunhofer IFAM Deepen Partnership on Metal Binder, Materials Development
The news follows the success of CleanFuse™ metal binder, a clean-burning binder for optimal 3D printing of stainless steels and premium metals.
ExOne and Maxxwell Motors Successfully Binder Jet 3D Print Copper Winding for Electric Drive
Maxxwell aims to use ExOne binder jetting to consolidate multiple coils into a single 3D printed part, saving time and money and improving performance.

ExOne Expert: Debbie Wilhelmy, PhD
Our Senior Research Specialist has a PhD in colloid and surface chemistry with an understanding of nanoparticles that allow customers to improve green and sintered density as well as final part properties.
Mission Impossible Delivered: How ExOne Delivered Aluminum 6061
Collaborations, continuous furnaces and patented binder jetting innovations

Binder Jetting 6061 Aluminum and the Importance of Abbott’s Continuous Furnace
Longtime collaborators ExOne and Abbott Furnace Advanced Field of Binder Jetting with Continuous Furnace

ExOne Metal 3D Printing Adoption Center Surpasses 2 Million Parts
ExOne announced it has surpassed delivery of 2 million metal parts to customers worldwide and has added two X1 25Pro metal printers for dedicated production of stainless steel parts.

WEBINAR: Metal 3D Printing: Fast, Affordable and Flexible with Binder Jetting
Learn how Shapeways and ExOne manufacture industrial components with a metal matrix material of steel and bronze for consumer products on the small or large scale, and 316L stainless, a single alloy industrial metal for applications like mechanical machinery and surgical tooling.
Register for the Webinar
ExOne Enabled: Celwise Products Replacing Plastics, Paper with Sustainable Option
Celwise AB in Sweden has developed a method of using specially designed mixes of wood pulp to create water-resistant, plastic-like products using ExOne's uniquely detailed metal tooling.

CASE STUDY: Metal Binder Jetting Speeds Up Product Development at MSA
MSA Safety Inc. leads the industry in innovative products that protect people and facility infrastructures. ExOne metal 3D printing has helped ensure MSA products get developed quickly for testing, so they can get to customers even faster.
ExOne Adds Two New Partners in Asia Through Collaboration With Aurora Group
Aurora Group’s two subsidiaries, GIT in Taiwan and Aurora 3D in China, have several decades of combined experience in industrial-grade 3D printing technology and a strong network to expand binder jetting adoption.

Living Our Value of Sustainability
ExOne's German location features solar panels that provide 75% of the facility's energy.
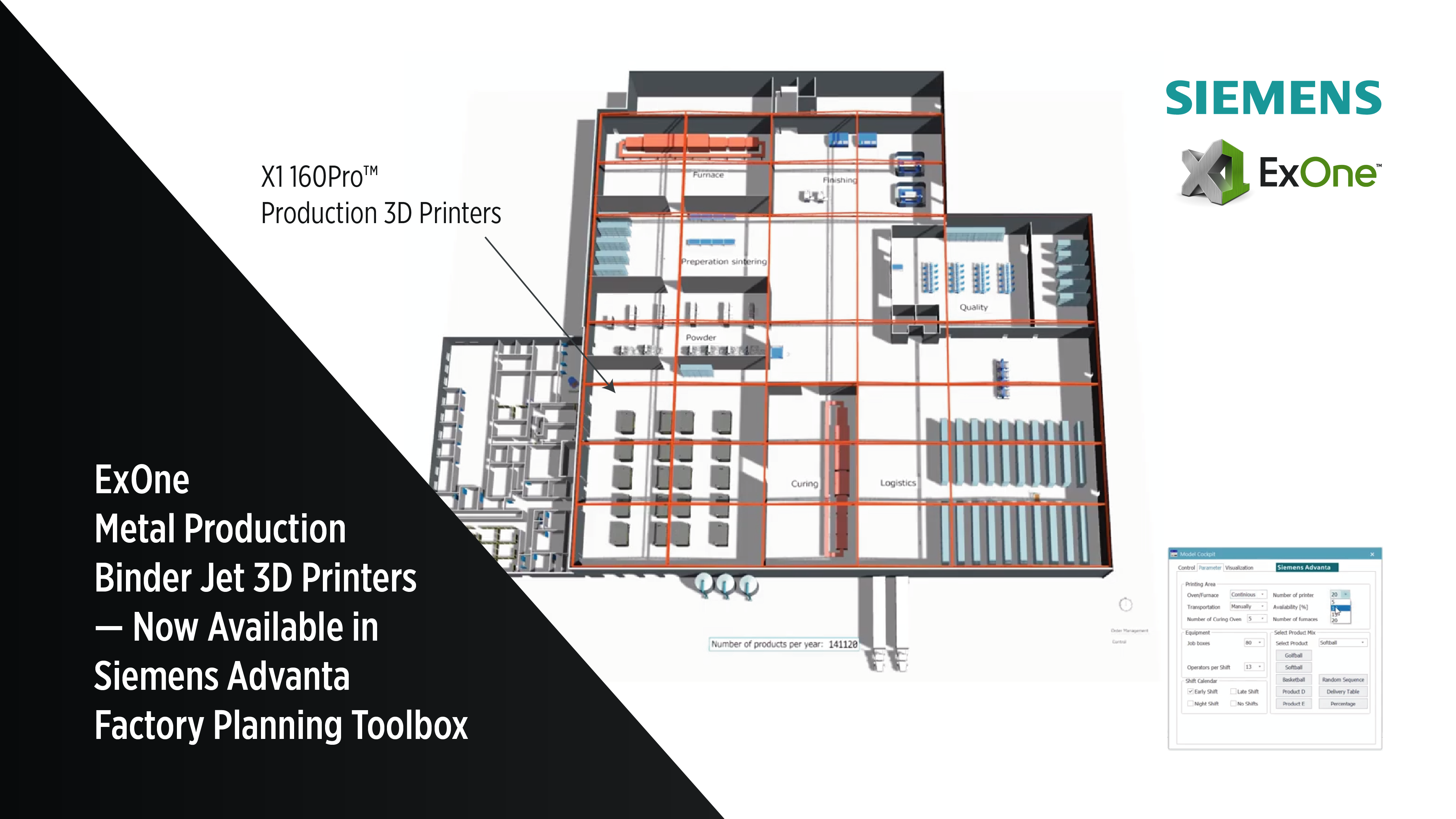
ExOne Metal Binder Jet Now Available in Siemens Advanta AM Factory Planning Toolbox
Manufacturers can now plan and optimize their AM processes and resources before implementation fostered by visualization of high-volume 3D printing in action
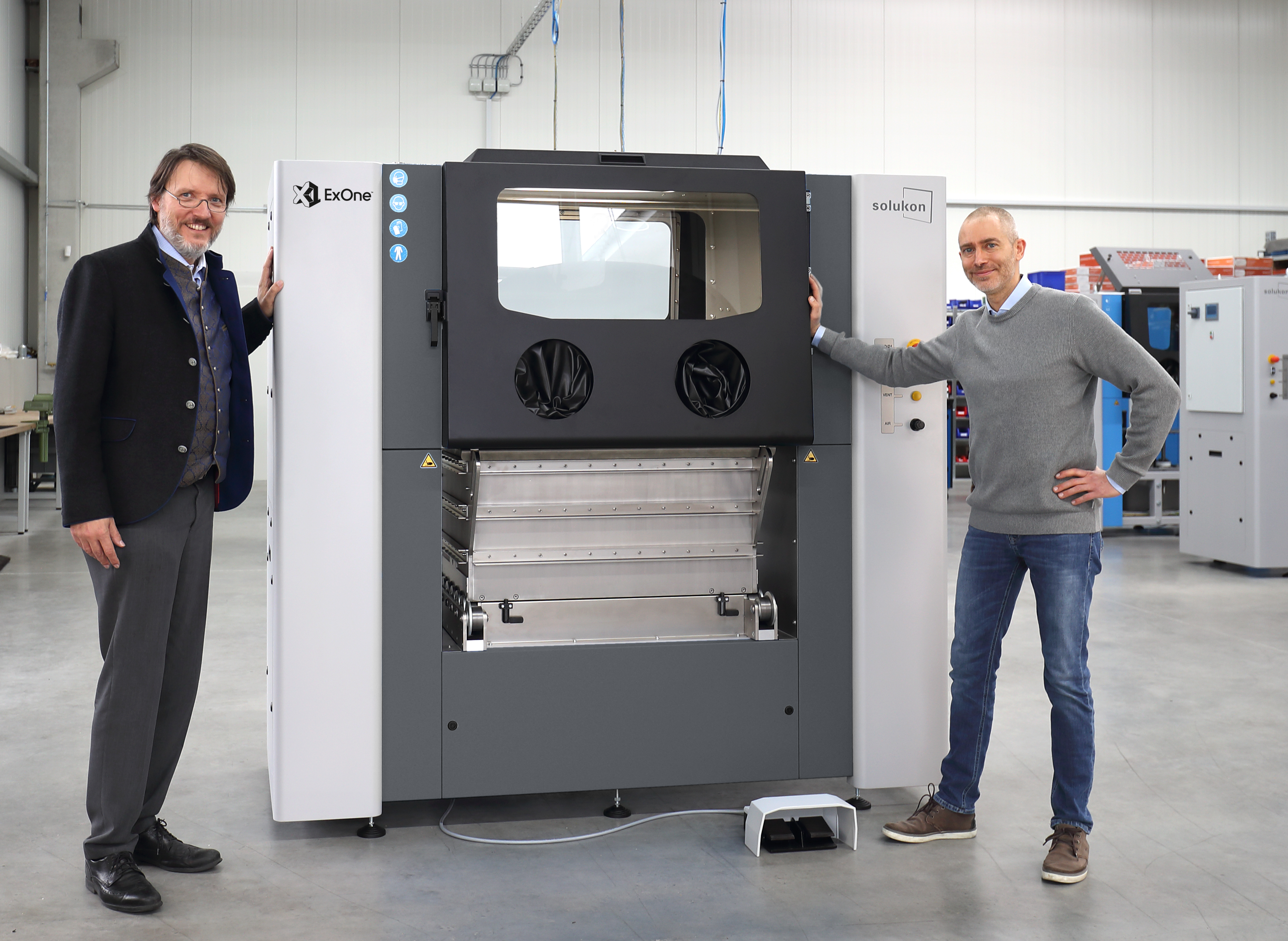
ExOne Partners with Solukon on New Depowdering Station
The new X1DPS 160 is a depowdering station that was developed for use with the X1 160Pro and is being manufactured by Solukon Maschinenbau GmbH

ExOne Accelerates Expansion into 3D Printed Tooling Business with Acquisition of Freshmade 3D Assets
The ExOne Company announced it has acquired the assets of Freshmade 3D, an Ohio-based startup with a patented method of creating durable AMClad® tooling out of sand forms 3D printed on ExOne machines.
Reduce, Reuse, Recycle: Getting Specific About Where 3D Printing Hits the Mark
How additive manufacturing (AM) delivers on sustainability.
Playing the long game: The story of Binder Jetting and ExOne's view on a rapidly evolving technology landscape
Being ahead of one's time can be both a blessing and a challenge. The story of The ExOne Company, the pioneer of metal Binder Jetting, well illustrates this. Now, as interest in the technology surges, the company finds itself competing with a host of well-funded and ambitious rivals.
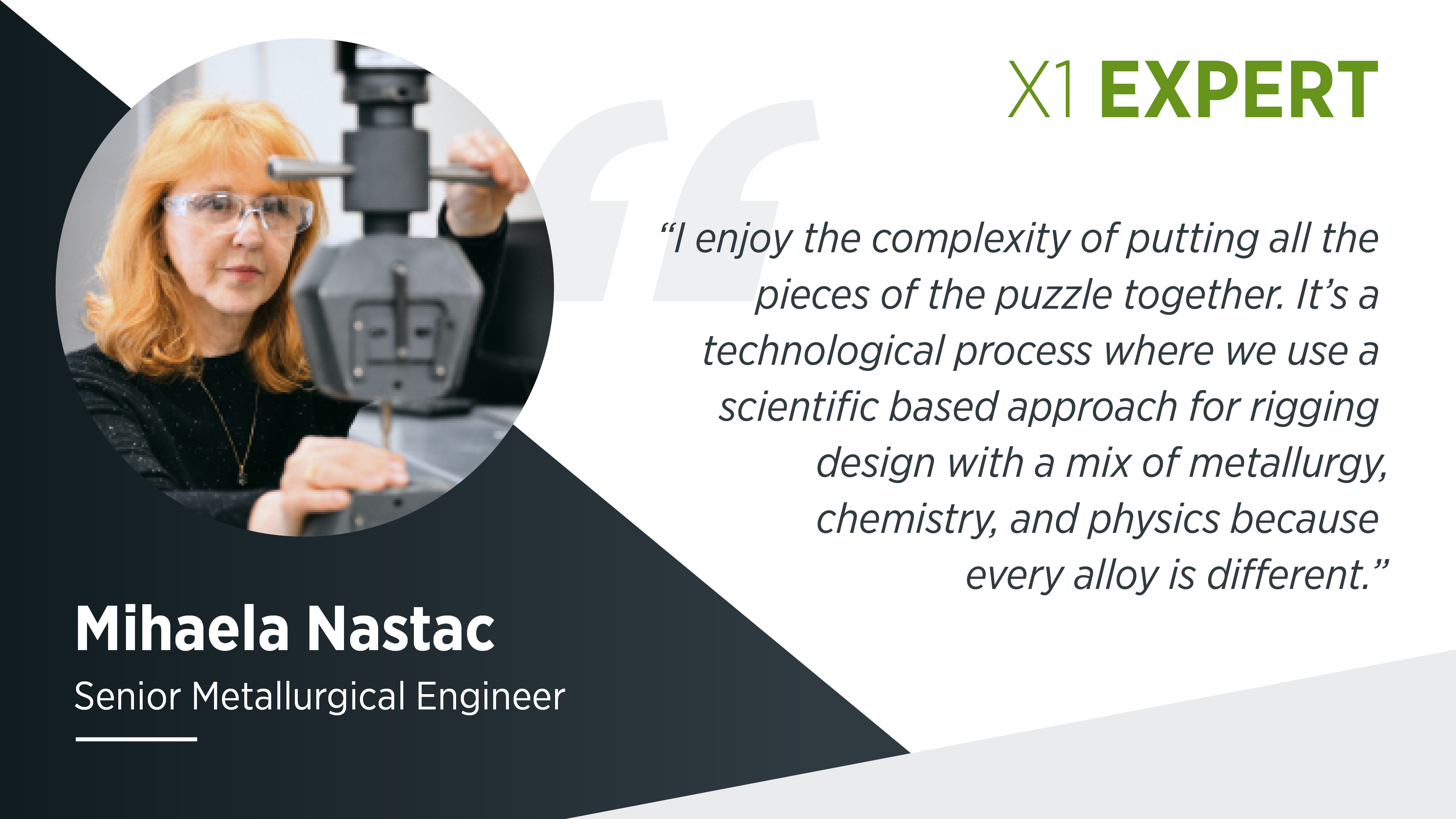
ExOne Expert: Mihaela Nastac
In 15 years with ExOne, Mihaela Nastac has established a reputation as the digital casting expert. We spoke with her about her role supporting customers and how she enjoys working to develop each project step-by-step.

Humtown Wins 2020 Manufacturer of the Year Award for Sand 3D Printing Expertise
Humtown Products Wins 2020 Manufacturer of the Year Award for Sand 3D Printing Expertise

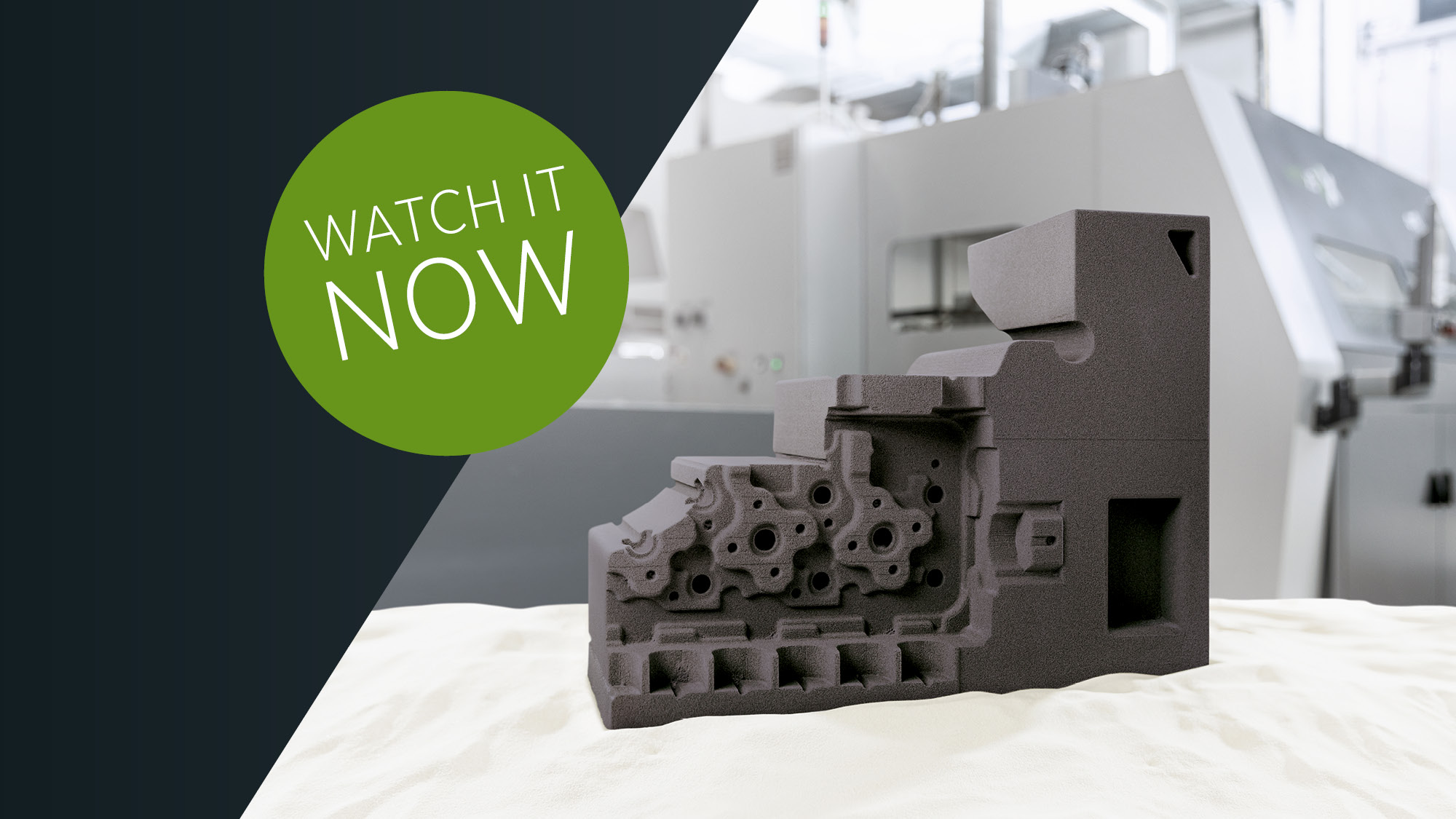
ON-DEMAND WEBINAR: Emission-Free Casting
In this webinar, learn why sand 3D printing with inorganic binders opens new opportunities to produce sand cores in a resource-friendly way.

BIND-AND-SOFTWARE
In the 'year of the binder jet', TCT explores the software advances promising to maximize the technology's production capabilities.
ExOne Announces Aluminum 6061 has achieved its Customer-Qualified Status in Collaboration with Global Automaker
ExOne, the global leader in industrial sand and metal 3D printers using binder jetting technology, announced that aluminum alloy 6061 is now a Customer-Qualified material in collaboration with Ford Motor Co.

ExOne Qualifies Aluminum Binder Jet 3D Printing With Ford
ExOne and Ford have announced the industry’s first binder jet 3D printing and high-density sintering of aluminum – delivering precision results, die-cast material properties, and high repeatability.
WEBINAR: Fast X1 Tooling Solutions to Solve Supply Chain Delays
In this half-day webinar event, you'll learn about the 3D printing industry's broadest portfolio of tooling options for the final production of plastic, composite or metal parts.
REGISTER TODAY
ExOne Adds USC Solutions to Sales Network to Support Growth in Singapore
USC Solutions has been at the forefront of additive manufacturing, working closely with local industry specialists for nearly a decade.
BINDER JET CASE STUDY: Durable, Lightweight & Affordable Automotive End-of-Arm Tooling
FreeFORM Technologies delivered a complex end-of-arm tooling solution in 17-4PH stainless steel for a high-volume automotive inspection process using binder jet 3D printing technology from ExOne.
CASE STUDY: FreeFORM Technologies
WEBINAR: Modernizing 3D Sand Core Production With Inorganic Binder
More sustainable 3D printing of cores is now possible with binder jet printing of inorganic binder.
Register for the Webinar
The Year of Binder Jet
With an influx of new systems expected, ExOne says 2021 is binder jet's year.
ExOne Adds ABC Corporation as 3D Printer Sales Partner in South Korea
ABC Corporation is committed to helping modernize foundry operations and expand sustainable technologies in the metalcasting industry.
ExOne Announces Strategic Partnership, Preliminary Fourth Quarter 2020 Financial Results and 2021 Outlook
New strategic partnership with Rapidia results in a groundbreaking new office-friendly metal 3D printer and low-cost sintering furnace.
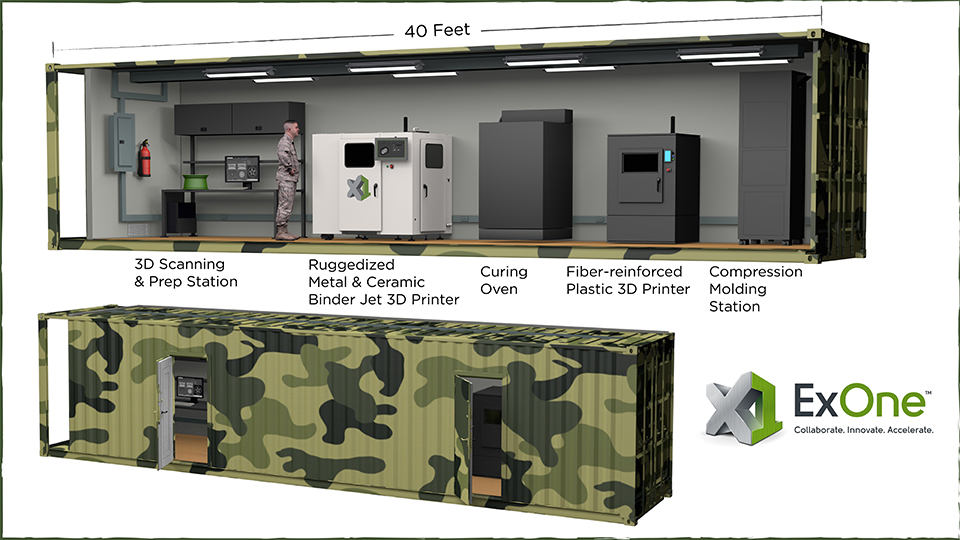
ExOne Developing Portable 3D Printing Factory in Shipping Container for Department of Defense
ExOne has been awarded a U.S. Department of Defense contract to develop a fully operational, self-contained 3D printing “factory” housed in a shipping container.
ExOne Adds TCL Hofmann to Sales Network, Strengthening Outreach in Key Asian Markets
TCL Hofmann is a trusted provider of manufacturing materials and equipment in Australia and New Zealand, helping companies to modernize their operations

ExOne to 3D Print Lightweight Ceramic-Metal Parts Under New License With Oak Ridge National Laboratory
ExOne has reached a commercial license agreement with the U.S. Department of Energy’s Oak Ridge National Laboratory to 3D print parts in aluminum-infiltrated boron carbide (B4C).
ON-DEMAND WEBINAR: Metal 3D Printing for Production Using Binder Jetting
Metal 3D printing is well on its way to the production line, and high-speed binder jetting is the additive manufacturing process that will make it a reality.
View the Webinar
ExOne Joins the Additive Manufacturer Green Trade Association as a Founding Member
AMGTA promotes the environmental benefits of additive manufacturing (AM) in a variety of ways, including through rigorous and independent ongoing research.
.jpg)
ExOne Launches Online Calculator for Manufacturers to Quickly Compare the Cost of Metal 3D Printing
ExOne has launched a new online estimating tool for companies considering moving production of metal parts to high-speed binder jet 3D printing.

FORMNEXT 2020: How the Siemens Industrial Edge Brings Process Monitoring to the Next Level
Explore how Siemens and ExOne® tackle the challenge to advance the Additive Manufacturing process technology with an AI, optical-based monitoring system.

FORMNEXT 2020: Binder Jet 3D Printing with NanoFuse™ Particulate Binders
In this webinar, you'll learn about ExOne's patented method of printing NanoFuse™ particulate inks in binder jet 3D printing.

FORMNEXT 2020: Balance Manufacturability and Performance-What is the Best Manufacturing Method for Your Project?
From the know-how to the know-why. Learn more about the cooperation between ExOne and Altair and about how to manufacture a part while getting the best performance out of it, using Binder Jetting technology.

FORMNEXT 2020: Metal 3D Printing for Production Using Binder Jetting
Metal 3D printing is on its way to production, and high-speed binder jetting is the additive manufacturing process that will make it a reality.

ExOne Announces Pioneering Binder Jet 3D Provider to Use Innovent+ Metal 3D Printer
ExOne is proud to partner with the innovative and experienced engineering team at FreeFORM Technologies to bring metal binder jet 3D printing to more customers.

ExOne Enhances Productivity of Industrial Sand 3D Printers with New Desanding Station
ExOne announced the launch of a new desanding station for use with the industrial S-Max® and S-Max Pro™ sand 3D printers, the company’s most popular family of printers.
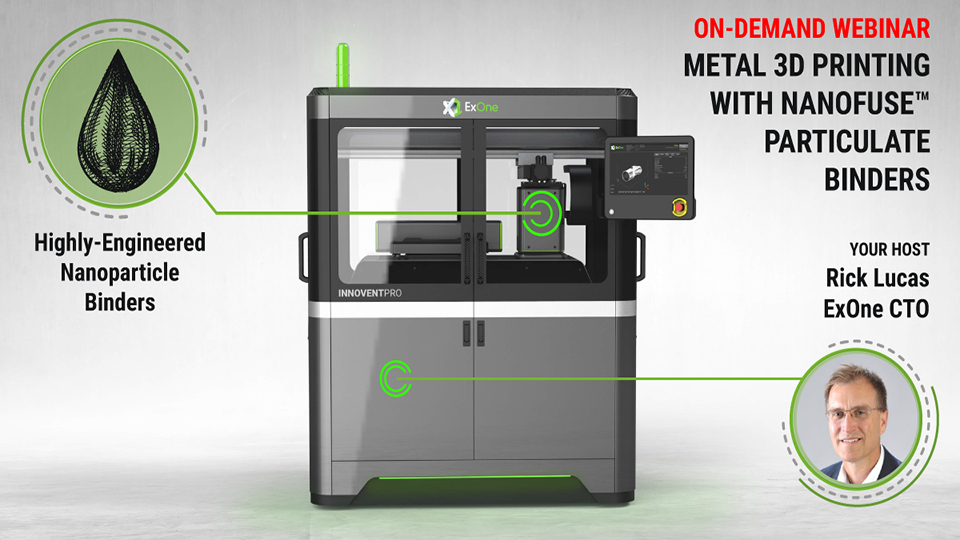
ON-DEMAND WEBINAR: Binder Jet 3D Printing with NanoFuse™ Particulate Binders
Learn about ExOne's patented method of printing NanoFuse™ particulate inks in binder jet 3D printing.
VIEW THE WEBINAR
Innovative and Sustainable: A Step into the Future with 3D Printing Technology
Eisengiesserei Mezger, a Swiss iron foundry, expanded its services with a highly automated 3D printing system from ExOne – making the jump into new markets.
Case Study: Eisengiesserei Mezger
3D Printing Technology Dramatically Improves Manufacturing of Impellers
ExOne’s binder jetting printing technique simplifies production at the world’s leading water technology company, Xylem.
Case Study: Xylem Water Solutions Manufacturing AB
ExOne Joins Additive Manufacturing Consortium to Develop Oil & Gas and Maritime Quality Standards
The consortium was founded in 2018 with the goal of developing an industry-accepted guideline for quality assurance of additively manufacturing parts.
ExOne to Optimize Sand 3D Printers for Use with ITOCHU Ceratech Corporation’s Cerabeads®
Cerabeads® are a premium ceramic foundry sand used to create molds and cores for metal casting high-value products in the automotive, oil & gas, mining and construction industries.
ExOne Awarded Contract to Develop and Qualify Novel High-Strength Steel for United States Air Force
The contract aims to develop and qualify AF-9628, a high-strength steel developed by the Air Force, for binder jet 3D printing.
ExOne Reveals Advanced InnoventPro Metal 3D Printer Concept, Offering All-New Features in Binder Jetting
New entry-level model supersizes build area and print speeds, while offering all-new ability to 3D print nanoparticulate binders.
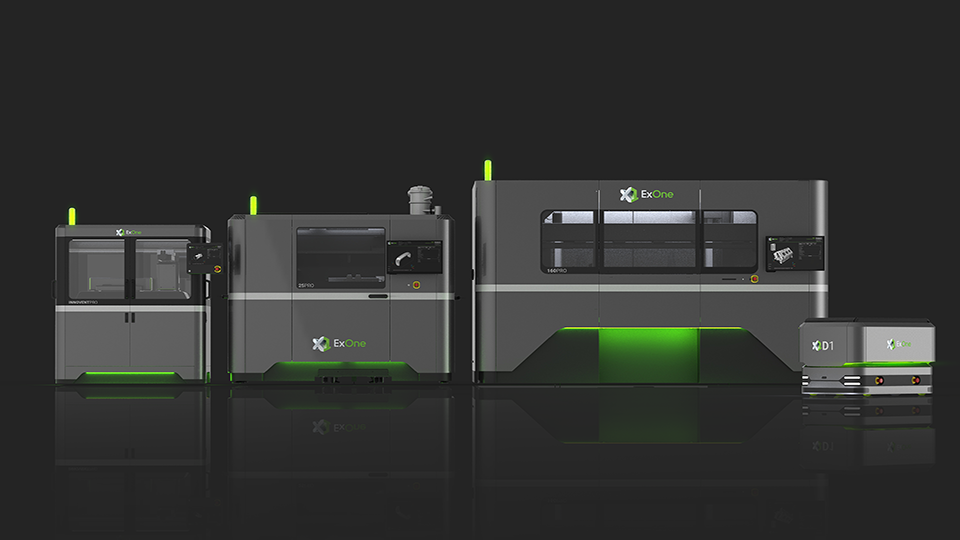
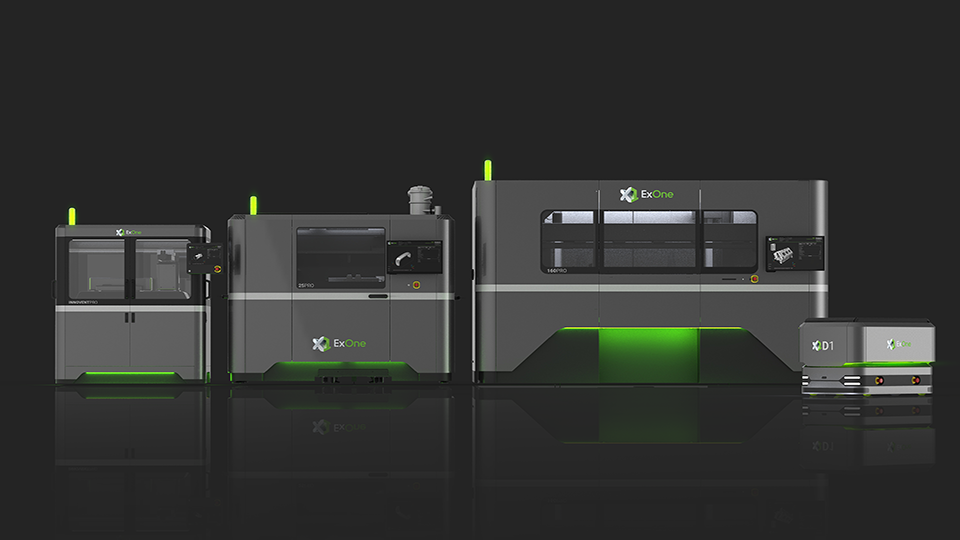
Production Metal 3D Printing Starts Here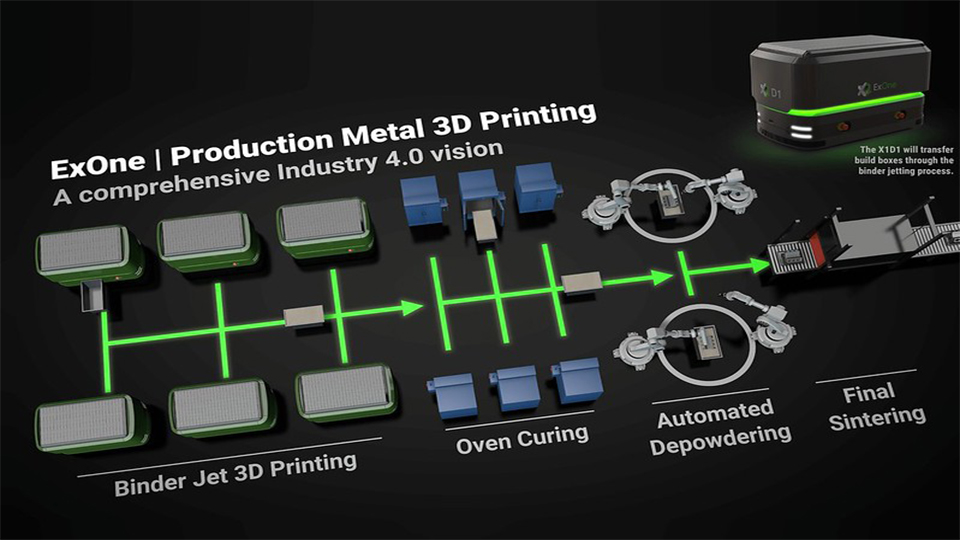
ExOne Updates Vision for Production Metal 3D Printing With New X1D1 Automated Guided Vehicle
The ExOne Company, the global leader in industrial sand and metal 3D printers using binder jetting technology, today debuted a concept rendering of the new X1D1 automated guided vehicle, which will enable efficient transport of 3D printed build boxes through the binder jetting process.

Koszalin University of Technology Relies on a Metal 3D Printer from ExOne
Students research additive manufacturing technologies with high-tech equipment from the leader in 3D printing

Automotive News: 3D Printing Gears Up for Bigger Parts, Faster Output
The auto industry is looking hard at 3D printing to create lighter weight parts with complex designs.

New Perspectives Through 3D Printing
The prototype casting company Grunewald in Bocholt, Germany, invested in a 3D sand printer made by ExOne at the end of 2018. After more than a year, the payoff has been substantial.
Statement from ExOne CEO John Hartner
Statement from ExOne CEO John Hartner about new entrants and activity in the metal binder jetting marketplace.

ExOne Metal Binder Jetting Now Offered Through Xometry
ExOne is now the exclusive binder jetting provider on Xometry, offering their customers fast and cost-effective metal 3D printing.

ExOne Qualifies Inconel 718 for Binder Jet 3D Printing, Now Offers 22 Materials
The ExOne Company announced that the nickel-based alloy Inconel 718 has been certified as Third-Party Qualified, the company’s highest designation of material readiness for its metal 3D printers.

ExOne Launches New Scout App to Monitor Industrial 3D Printers
The ExOne Company announced the launch of ExOne Scout, a secure Industry 4.0 app that provides real-time machine monitoring and analysis of production 3D printers on a wide range of digital devices, including smart phones and watches.

ExOne Adds Two New Stainless Steels to Updated Quick Ship Metal 3D Printing Service
ExOne's updated Quick Ship #metal3Dprinting service is now offering precision parts in 316L and 17-4PH. Delivery in 10-15 business days, depending on part size, and other requirements. Upload your digital file for an instant quote.

ExOne Employee Honored by the Additive Manufacturing Users Group
One of ExOne’s long-time employees and additive manufacturing experts, Bob Wood, has been named a 2020 recipient of the Additive Manufacturing Users Group (AMUG) most prestigious award, the Distinguished INnovator Operators Award (DINO).

ExOne Launches New Sand 3D Printing Network
The ExOne Company announced the creation of a Sand 3D Printing Network in North America, which aerospace, automotive, agricultural and other manufacturers can use to tap the benefits of 3D printed sand molds and cores for high-value metal casting projects.

ExOne Pushes to Make Metal Green
The leader in binder jetting amplifies its sustainability message with unique COVID-19 response and new campaign.

The X1 160Pro Metal 3D Printer is in Production
The first shipments are slated to begin later this year

Five Projects to Advance ExOne Binder Jet 3D Printing Receive Manufacturing PA Innovation Grants
The five projects funded by Manufacturing PA will help ExOne resolve challenges related to printing irregular and porous powders, as well as sintering and identifying parts that can best benefit from binder jet 3D printing, among other projects.

On-Demand Webinar: A Global R&D Event-Binder Jet 3D Printing
Learn from the world’s top binder jetting researcher as they discuss how they're using the ExOne Innovent 3D printer to develop unique materials, applications and processes for the sustainable additive manufacturing technology of the future
VIEW THE WEBINAR
One Mic Stand with ExOne and the University of Pittsburgh
The ExOne Company and the University of Pittsburgh have partnered to develop reusable metal filters that fit into a specially designed respirator cartridge for sustainable, long-term protection against contaminants, such as COVID-19.
Listen to Podcast
OneCast Design Services for Complex Metal Castings
ExOne's world-class 3D metalcasting experts are helping some of the world's most mission-critical manufacturers deliver on their metal casting goals with ease.
ExOne OneCast Services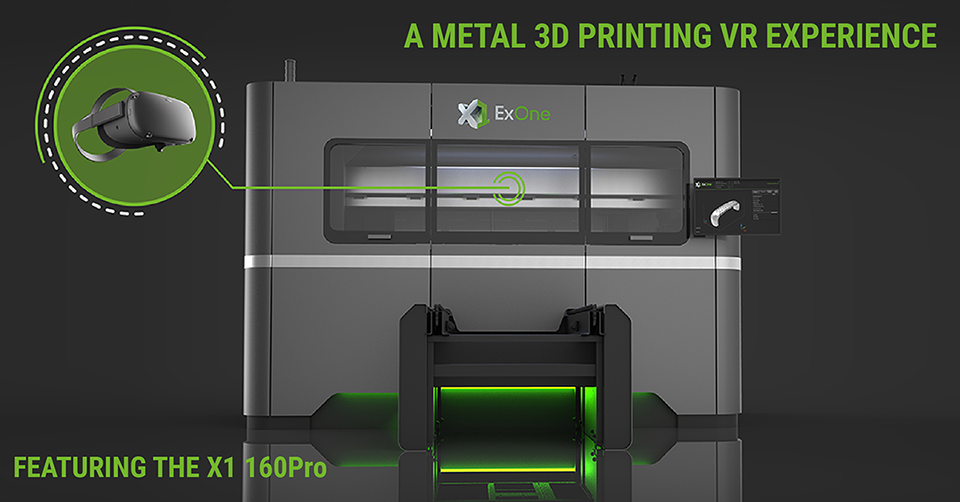
X1 160Pro Virtual Reality Factory Experience
Watch the trailer and then sign up for the full-feature, life-size virtual reality experience on an Oculus Quest.
Tour Inside the X1 160Pro
ExOne Launches #MakeMetalGreen Campaign Encouraging Manufacturers to Re-Examine Production of Metal Parts
ExOne announced a new #MakeMetalGreen™ social media campaign to educate manufacturers about the sustainability benefits of metal binder jetting technology.

WEBINAR: Metal 3D Printing for the Production Line Using Binder Jet
Metal 3D printing is on its way to the production line, and high-speed binder jetting is the additive manufacturing process that will make it a reality. ExOne has been the market share leader in binder jet 3D printers since it was founded as the “ProMetal” division of Extrude Hone in 1995.
VIEW THE WEBINAR
A Message from John F. Hartner, Chief Executive Officer of The ExOne Company
ExOne CEO John Hartner explains the collaborative effort behind the company's effort to create a sustainable, reusable respirator mask with a porous 3D printed metal filter, now in testing.

ExOne and Pitt Collaborate to Produce Promising Reusable Respirators with 3D Printed Metal Filters
ExOne and the University of Pittsburgh have partnered to develop reusable metal filters that fit into a specially designed respirator cartridge for sustainable, long-term protection against contaminants, such as COVID-19.
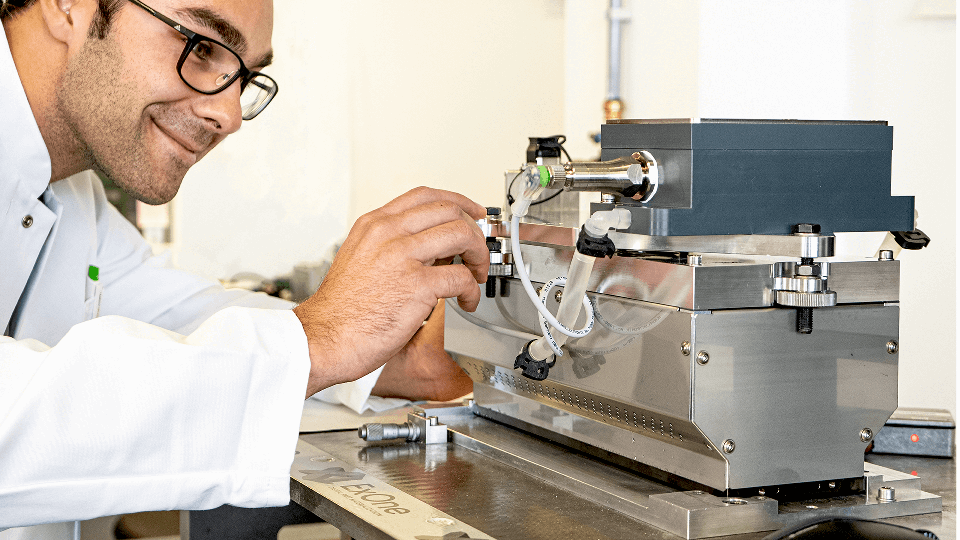
Comprehensive R&D Services for Binder Jet 3D Printing Projects and Programs
Our world-class additive manufacturing team provides in-depth research, development and engineering consulting to develop 3D printing programs for mission-critical, serial or high-volume production.
ExOne R&D Services Center
ExOne COVID-19 Response: Rapid 3D Printed Parts and Services
At ExOne, we're proud to be helping customers meet critical COVID-19 response needs behind the scenes.
ExOne COVID-19 Response: Rapid 3D Printed Parts and Services
An Update from ExOne on COVID-19
During these uncertain times, we wanted to assure you that the ExOne business will remain as open and engaged as possible to support our customers, partners, and companies looking for binder jet 3D printing solutions.

"We’re here. We want to help": Manufacturers venturing into new world of health care to retool
Local companies helping in the fight against COVID-19.
ExOne Corporate Brochure
Our annual catalog of industrial 3D printers and comprehensive additive manufacturing services.
Catalog of Industrial 3D Printers and AM Services
ExOne Washout Tooling Brochure
Learn more about how we can help your manufacturing company with innovative 3D printing technology.
Innovative 3D Printed Tooling Solutions from ExOne
ON-DEMAND WEBINAR: How to 3D Print Sustainable Sacrificial Tooling for Composite Part Production
With today's focus on lightweighting, hollow parts made with composites, such as ducting, fuel tanks, mandrels, and rocket shrouds, are in higher demand than ever before.
View the Webinar
Automotive News: 3D Printing Moving Toward the Production Line
Additive manufacturing is moving closer to the automotive production line, with binder jet 3D printing seen as a leading technology to deliver high volumes.
.png)
WEBINAR: Metal 3D Printing for Production
What’s the buzz these days around metal additive manufacturing? Learn more via our webinar with ExOne expert, Tim Pierce.
VIEW THE WEBINAR
3D Printing Cleared for Takeoff
Aerospace looks to additive manufacturing to boost efficiency, reduce waste.

A Message from John F. Hartner, Chief Executive Officer of The ExOne Company
Perspective on ExOne’s Q1 2020 Metal Materials Announcement
.png)
3D Printing Delivers Washout Tooling for Composites
3D Printed washout tooling - an all-new form of sacrificial tooling, is is now being used successfully to create carbon- and glass-fiber reinforced composites for aerospace and defense.
.png)
How Binder Jet 3D Printing for Metals Compares to Selective Laser Melting and Electron Beam Melting
As a process, binder jetting is getting renewed attention for its ability to 3D print at volume-production speeds.
Comparing the potential & limitations of binder jetting vs. MIM
3DAdept Magazine compares the potential and limitations of binder jetting and MIM in manufacturing and explain why metal binder jetting is taking off as a new manufacturing technology.
ExOne Announces Collaboration with ANSYS to Develop Simulation Software for Sintering of 3D Printed Metal Parts
Predictive sintering software under development to simplify binder jet 3D printing for metals
ExOne Debuts Production Model of X1 25PRO™ Metal 3D Printer at Formnext
Production of the X1 25PRO has begun: New model design to be shown at Formnext, with customer deliveries scheduled before year end
ExOne Expands Collaboration with Elnik Systems and DSH Technologies to Improve Sintering Standards for Metal 3D Printing
Collaboration will focus on improving sintering profiles for metals 3D printed on ExOne systems

3D Printer Parts Made with 3D Printed Tooling: ExOne Walks the Walk
Accelerated timelines, fast design changes and low volumes — in many ways, 3D printing is the right market for 3D printing. ExOne’s newest generation of machines includes parts vacuum formed on 3D printed tools developed by Catalysis Additive Tooling.
ExOne Announces Exclusive New CleanFuse Binder for 3D Printing Premium Metals
New clean-burning binder is a key step toward binder jet 3D printing of metals such as aluminum and titanium.

The Most Researched Binder Jetting Systems in 3D Printing: ExOne
It may not be an important distinction to every 3D printer manufacturer. But at ExOne, we’re proud to say binder jetting systems are cited in close to 100 peer-reviewed technical and scientific articles.
ExOne Introduces New X1 160PRO™ Metal 3D Printer for High-Volume Production of Quality Parts
With build dimensions of 800 x 500 x 400 mm, the X1 160PRO delivers more than 2.5 times the build volume of the nearest metal binder jet system available today.
.jpg)
TCT Magazine – “Big Metal Production"
ExOne’s 10th Metal 3D Printer Delivers Binder Jetting Innovation

White Paper: Binder Jet 3D Printing Metal with Excellence
When it comes to binder jetting metal, ExOne leads the industry in delivering density and repeatability across the entire print bed. How do we do it? Download the white paper to learn more.
ExOne Triple ACT System
ExOne Announces Collaboration with Global Tungsten & Powders to Advance Tungsten Metal 3D Printing
Development collaboration to focus on cemented carbide (WC-Co), used in cutting tools and wear-resistant parts, and tungsten-copper (W-Cu), used in high-voltage electrical applications


304L Stainless Steel
304L stainless steel is now a printable material through ExOne's Production Service Center (“PSC”) in North Huntingdon, PA and as a qualified material on its printers.

Catalysis
Collaboration with Catalysis Additive Tooling in the development of a new process for 3D printed tooling for low-to-medium volume production parts

ExOne Licenses Method of 3D Printing Lightweight Ceramic-Metal from Oak Ridge National Laboratory
ExOne has licensed from the Department of Energy’s Oak Ridge National Laboratory (ORNL) a patent-pending method of 3D printing aluminum-infiltrated boron carbide (B4C) collimators and other components used in neutron imaging.

ExOne and Siemens Partner to Bring Industry 4.0 to Industrial 3D Printing
The new partnership will benefit will benefit industrial customers in the foundry, aerospace, automotive, energy and other markets.
.jpg)
ExOne Announces Kennametal Partnership
ExOne announced its initial X1 25PRO™ beta machine partnership with Kennametal Inc. (NYSE: KMT), a global leader in material science, tooling and wear-resistant solutions.
.jpg)
ExOne Presents New S-Max Pro™ Industrial 3D Printer
ExOne Presents New S-Max Pro™ Industrial 3D Sand Printer at the 2019 GIFA Fair

Innovent+™
Based on the Innovent platform, the Innovent+ has increased powder handling capabilities.

ISO Certification
The ExOne Company is proud to announce that it is now ISO 9001:2015 certified at its St. Clairsville Research Facility.

Material Partnership Program
New material partnership program makes further advancements in metal binder jet additive manufacturing.

New ExOne Initiative Emphasizes Industrial 3D Printing Leadership, Customer Relationships
The ExOne Company (Nasdaq: XONE) (“ExOne”), the global leader in industrial sand and metal 3D printers using binder jetting technology, today launched a new marketing initiative that will emphasize its leadership position and focus on helping industrial customers solve problems.
Oak Ridge National Lab
Collaboration with Oak Ridge National Laboratory (ORNL) drives further advancements in 3D binder jetting additive manufacturing.

Sandvik Additive Manufacturing
ExOne further strengthened material collaboration with Sandvik Additive Manufacturing, a division in the high-tech global engineering Sandvik Group.

Select Filters Cancel
Applications
Select All
Industries
Select All
News & Events
Select All
Resources
Select All
Systems
Select All
Technology
Select All










